
Latest Blog
Ultrashort pulse UV lasers 355nm for shape cutting of advanced OLED displays
Nov 23 , 2022Organic light emitting diodes (OLEDs) have rapidly become the dominant display technology for both small and large displays. Moreover, the technology is being continuously scaled to higher and higher spatial resolution using smaller miniaturised pixels fabricated with ever tighter spacing (pitch). This has created a need for laser technology to cut display outlines (known as shape cutting) as well as holes in displays to accommodate, for example, front-side cameras and microphones in smartphone applications. This article looks at how and why the picosecond ultrashort pulse (USP) ultraviolet (UV) laser has become a tool of choice for both of these cutting requirements.
The challenges of OLED cutting
There are several different types of OLED products. Rigid OLEDs are produced on glass substrates for use in flat panels of various sizes. There are also two different types of non-rigid OLEDs, namely flexible and foldable. These are both especially popular in smartphone applications, even if the final display is neither flexible or foldable, for example, all edge type phones that have a curved screen edge require a flexible display behind the glass to conform to the curved shape of this glass. There are also proprietary details that are different between different flexible/foldable OLED manufacturers. However, when it comes to cutting display outlines and holes in displays, the common key element is that all finished types are in the range of a few hundred microns in total thickness and consist of multiple stacked layers, including a polyimide (PI) layer, a polariser foil layer, a touch sensor layer and an OLED layer. Some of the layers are bonded together using an optically clear adhesive (OCA). In addition, polyethylene terephthalate (PET) layers protect the entire display stack at the top and bottom.
The different physical and optical characteristics of the layers mean that through-cutting of the entire stack poses a significant challenge for most technologies. For instance, both the PI and polariser foil layers are brittle, meaning that mechanical cutting is not practical; it would leave too much edge damage and require wide streets of inactive material where cuts are required.
Laser cutting, on the other hand, enables manufacturers to use streets as narrow as <200 μm, minimising dead area and maximising performance and yield. However, traditional lasers with infrared (IR) outputs and/or pulse widths in the nanosecond regime would struggle to cut some of the component layers and cause unacceptable amounts of thermal damage, or heat affected zone (HAZ), to surrounding material and underlying layers. The OLED layer is especially vulnerable at <1 μm thick. The only laser type capable of cutting all the layers and affording sufficient quality is the USP UV laser. Indeed, hole and shape cutting in OLED displays is now almost exclusively performed using this laser type.
Expand
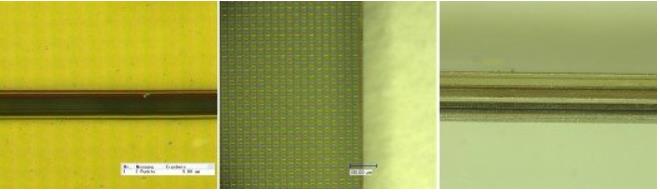
An organic light emitting diode (OLED) 450 µm thick display cut using a Hyper Rapid NXT ultraviolet (UV) ultrashort pulse (USP) picosecond laser at a speed of >40 mm/s. Left: The top view of the cutting line shows a heat affected zone (HAZ) of <10 µm. Middle: The side light view shows extremely low thermal impact (<20 µm) on the OLED area. Right: A cross-section of the OLED stack after cutting shows there is no melting or delamination between the single layers.
The advantages of shorter pulse widths and shorter wavelengths
The twin challenges are to minimise the HAZ and efficiently cut with reasonable material neutrality. The two ways of minimising HAZ with lasers are to use a shorter pulse width and a shorter wavelength. For most materials, if the pulse width is in the picosecond regime or shorter, much of the energy from each laser pulse is confined within the material that is ejected from the substrate. The excess heat simply does not have time to flow into surrounding material.
Lasers with a picosecond and shorter pulse width are collectively known as USP lasers. The short pulse means only a small amount of material is ejected with each pulse but pulsing rates as high as MHz mean that high throughput is readily achieved. The use of a shorter, i.e. UV, wavelength also means that the high-energy photons can directly break the bonds in some materials, whereas longer wavelengths remove material by heating it to vaporisation (boiling) point.
Expand
Image 2 IR vs Green vs UV re.jpg

The impact of strong linear absorption on cutting precision is shown in these polymer films, which were cut using infrared (IR) (1,064 nm), green (532 nm) and UV (355 nm) USP lasers. The cutting speed was 400 mm/s using 30 watts of USP laser output in each case. Only the UV USP laser minimises the HAZ.
Shorter wavelengths also afford the desired result of material neutrality. USP lasers can machine virtually any material, even if it is nominally transparent at the laser wavelength. Furthermore, if these lasers are focused to sufficiently high intensity, just a tiny amount of absorption allows them to drive a non-linear absorption effect. However, OLED displays are thin laminates of even thinner layers, and the cuts are performed using multiple passes, again to minimise the thermal loading. If the conventional (linear) absorption is not high, some of the leading edge of each pulse can transmit through the layer being cut and result in thermal damage, rather than cutting, of the layers below. The UV of solid-state lasers is strongly absorbed by all the constituent layers in the OLED structure.
Long laser lifetime
The HyperRapid NXT USP UV series from Coherent is well-established in this application for several reasons, including their exceptional reliability and long lifetimes. Achieving the combination of high peak power and high photon energy of a picosecond UV laser is not a trivial engineering and manufacturing exercise. Early lasers of this type suffered from short lifetimes and limited reliability, mainly due to damage of the internal optics.
Coherent has analysed the behaviour of many lasers in the field and the testing lab to eliminate all causes of early optical failure. Furthermore, the company is vertically integrated, enabling it to avoid the use of organic or other outgassing materials and incorporate active cleaning technologies in the sealed laser cavity. As a result, HyperRapid NXT lasers have a similar lifetime to their counterparts at longer wavelengths and with longer pulse widths.
Pulse control for tight corners
The HyperRapid NXT 355 has a pulse control feature known as Pulse EQ that further enhances its capabilities for complex shape cutting or scribing as the beam is rapidly scanned across the substrate. Specifically, pulse control affords finite acceleration and deceleration rates so that motion around tight curves and corners is slower than motion in straight lines.
This is potentially problematic, since excessive pulse-to-pulse overlap can lead to thermal accumulation and a HAZ, despite the small thermal load created by USP UV lasers. However, pulse control allows the pulse rate to be controlled in real time; in this case, by slaving the pulsing to position/velocity feedback synchronisation signals from the scanners and/or stages. This ensures that the pulse-to-pulse overlap stays at the constant amount that has been determined as optimal for each application.
Just as important, pulse control allows for active stabilisation of the pulse energy; this being an advantage over older pulsed lasers since changing their pulse repetition rates typically causes variations in the pulse energy.
Expand
Image 3 5GPulseEQ re.jpg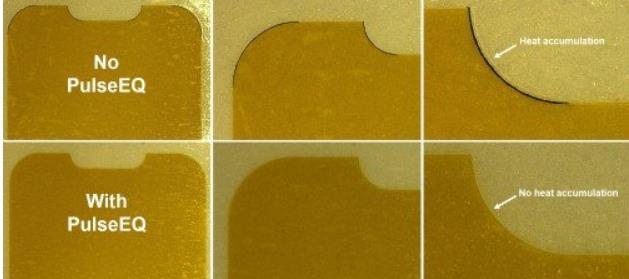
A 50 µm thick polyimide film on top of an organic carrier material cut in a single pass without pulse control (conventional pulse gating) and with pulse control (Pulse EQ). Top: With conventional pulse gating, charring can clearly be seen at the corners. Bottom: With Pulse EQ, the edges are of a uniform quality with no visible HAZ.

Outlook
Next generation displays require next generation technology, because their layer structure is becoming more complex and their speed/quality requirements continue to increase. Coherent is working closely with integrators and end-users with the aim of ensuring that its HyperRapid NXT series of lasers meets future requirements of the OLED display market.














